Process Automation
- Home
- Services

Process Automation
HTE’s Process Automation solutions are designed to streamline your operations and boost productivity through state-of-the-art technology. Our systems integrate seamlessly with your existing processes to minimize manual intervention and reduce downtime, providing real-time monitoring and data-driven insights. With a focus on precision and efficiency, we’re driven to help businesses achieve consistent performance and operational excellence across an extensive industrial spectrum.
Reliable Process Automation for Flawless, Precision-Driven Operations
Optimize every step of your workflow with smart process automation, designed to boost productivity, minimize errors, and drive consistent, high-quality output



SCADA & RTU Solutions
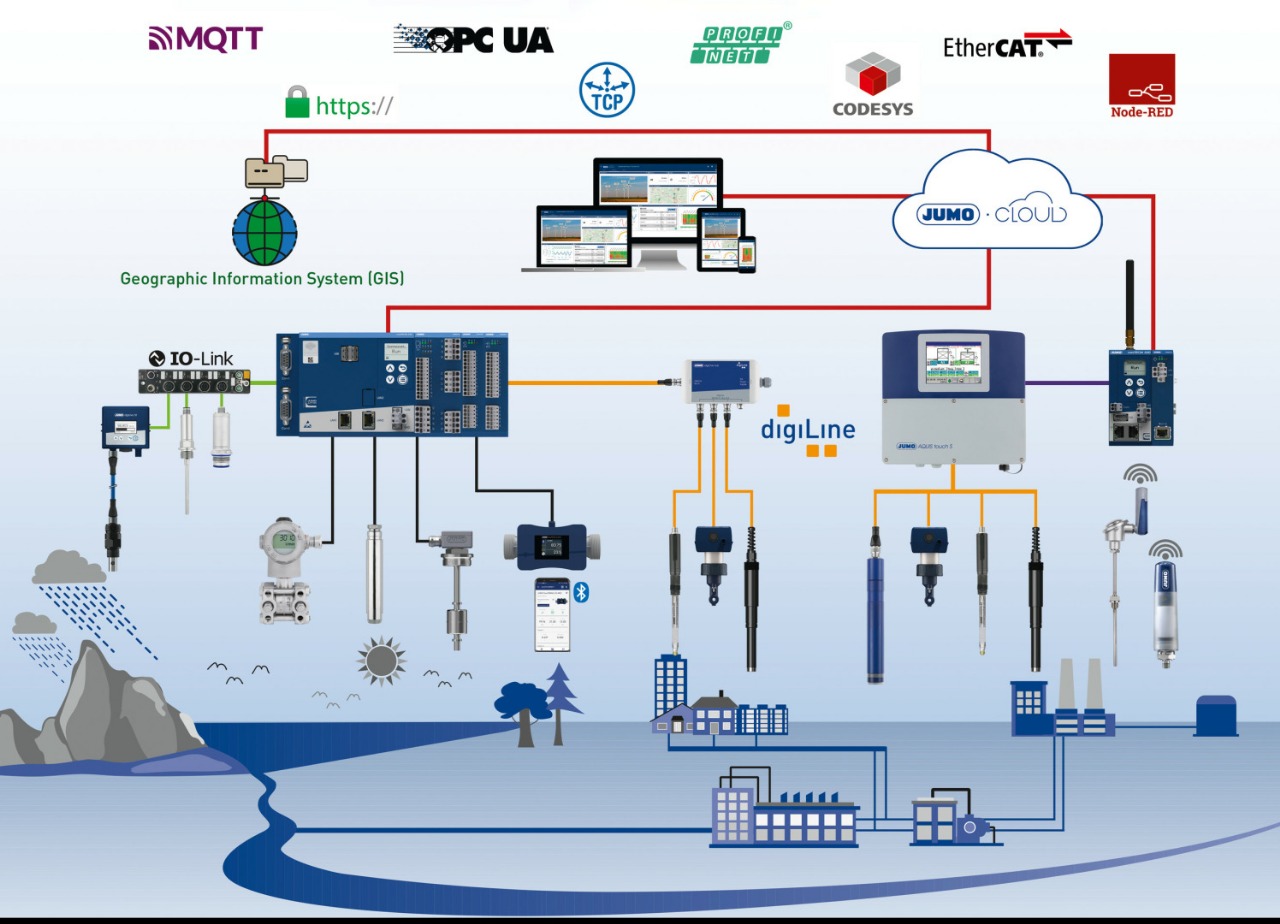
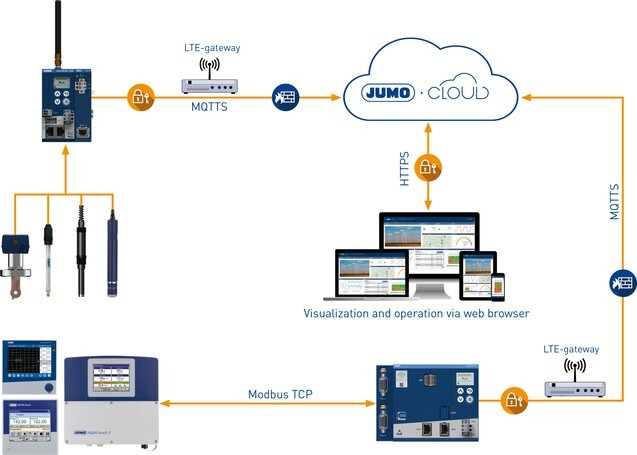
We offer state-of-the-art SCADA (Supervisory Control and Data Acquisition) and RTU (Remote Terminal Unit) solutions powered by Siemens. Designed for efficiency, accuracy, and scalability, our systems provide real-time insights and seamless integration across industrial applications, ensuring precise control and monitoring of critical operations.
- Advanced Connectivity – Integrate Siemens RTUs effortlessly, designed for precision, durability, and flexibility in even the most demanding environments.
- Powerful Visualization – Leverage WinCC SCADA software for real-time monitoring, control, and operational transparency.
- Efficient Data Acquisition – Enable smooth communication across remote and local installations for fault diagnostics and optimized performance.
- Real-Time Monitoring – Access live system analytics and dashboards for instant operational insights.
- Secure & Reliable Communication – Robust data transmission protocols for uninterrupted performance, even in remote locations.
- Energy Efficiency – Optimized processes that reduce power consumption and extend equipment lifespan.
Water & Wastewater Plants Solutions
We provide cutting-edge automation solutions for water and wastewater plants, ensuring efficient, compliant, and sustainable operations. From precise monitoring to intelligent process control, our technologies help you optimize resource management, reduce waste, and maintain water quality. Whether it’s municipal treatment facilities, industrial water systems or public swimming pools, we deliver reliable solutions that ensure smarter control, lower maintenance, and superior water quality.


Swimming Pool Water Treatment
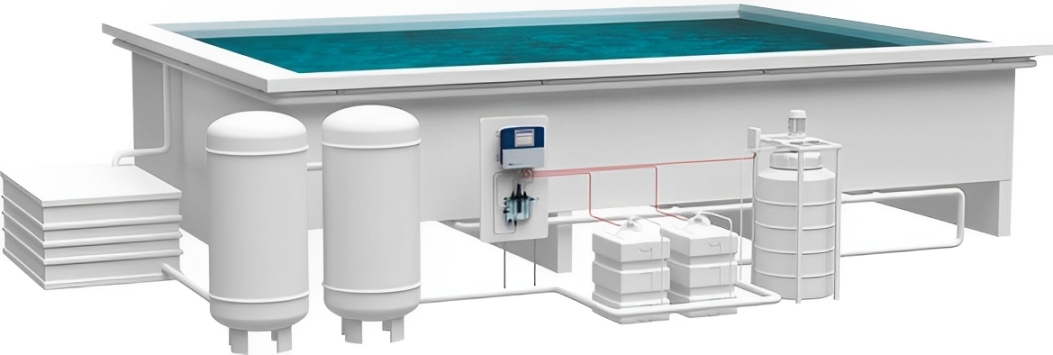
High Tower Engineering ensures safe, clean, and perfectly balanced swimming pool water with advanced JUMO technology. Our solutions provide precise disinfection, pH control, and water quality monitoring, creating an optimal swimming experience while maintaining compliance with health and safety standards.
- Effective Disinfection for Safe Water – Our chlorine-based disinfection system eliminates bacteria, viruses, and other harmful microorganisms, ensuring hygienic water at all times. JUMO tecLine Cl2 sensors and AQUIS 500 AS controllers precisely regulate chlorine levels, preventing under- or over-chlorination.
- Precise pH Control for Swimmer Comfort – Maintaining the ideal pH range (7.2 – 7.8) is essential to prevent corrosion, equipment damage, and skin or eye irritation. Our JUMO tecLine pH electrodes and dTRANS pH 02 controllers continuously monitor and adjust pH levels, creating a safe and comfortable swimming environment.
- Superior Water Quality Monitoring for Optimal Clarity – The redox (oxidation-reduction) value is a key indicator of water purity. Using JUMO tecLine redox combination electrodes and dTRANS pH 02 controllers, our system measures chlorine effectiveness and overall water quality, ensuring continuous clarity and safety.
- Integrated Monitoring & Automation for Hassle-Free Maintenance – Our centralized system combines pH, chlorine, and redox sensors with temperature and flow monitoring, providing real-time data for precise adjustments. This ensures consistent water quality with minimal manual intervention, reducing maintenance time and costs.
Groundwater Treatment Solutions
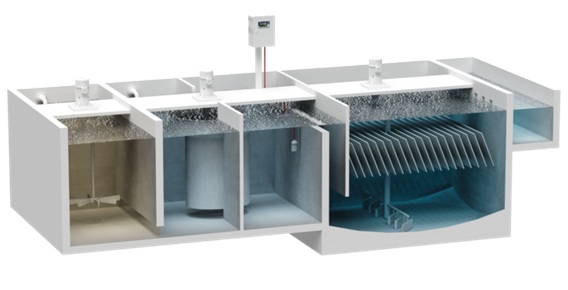
HTE provides advanced groundwater treatment solutions powered by JUMO technology to ensure safe, high-quality drinking water. Our solutions cover water well monitoring, coagulation and flocculation, and sedimentation—critical processes for removing impurities, maintaining optimal pH levels, and ensuring regulatory compliance.
- Ensure Reliable Water Well Monitoring – Safeguard groundwater quality with real-time tracking of pH levels, water levels, and other essential parameters. Our high-precision sensors and controllers deliver accurate data to help prevent contamination and optimize extraction.
- Improve Water Clarity with Coagulation & Flocculation – By reducing turbidity and binding fine particles together, our coagulation process enhances water treatment efficiency. High-performance turbidity sensors, electromagnetic flow meters, and digital indicators provide precise measurement and process control.
- Achieve Optimal Sedimentation & Filtration – With advanced pH and conductivity sensors, our systems help maintain the right chemical balance for effective solid separation. This ensures improved filtration, removing unwanted organic and inorganic matter from water.
- Enhance Efficiency with Smart Automation – Our intelligent digital controllers, transmitters, and level probes automate monitoring and adjustment processes, reducing manual effort while improving accuracy and response times.
- Designed for Long-Term Performance – Built for sustainability, our groundwater treatment solutions help minimize energy consumption, lower operational costs, and scale effortlessly to accommodate growing water treatment needs.
Cooling Water Treatment Solutions
HTE provides advanced cooling water treatment solutions powered by JUMO technology to maintain water quality, prevent scale buildup, and ensure system efficiency. Our solutions include conductivity measurement, liquid analysis, circulation monitoring, and controlling & recording—key components for reliable and cost-effective cooling water management.
- Maintain Water Quality with Conductivity Measurement – Conductivity is a key indicator of water purity in cooling systems. Our JUMO ecoLine Ci conductivity sensors and JUMO AQUIS 500 Ci controllers provide precise monitoring and automated adjustments to prevent scaling, corrosion, and mineral buildup, ensuring long-term equipment reliability.
- Enhance Cooling Efficiency with Liquid Analysis – Monitoring pH levels and turbidity is essential for preventing biofilm formation and maintaining chemical balance. Our JUMO AQUIS 500 pH transmitters, JUMO ecoLine NTU turbidity sensors, and JUMO tecLine pH electrodes deliver real-time insights, allowing for rapid adjustments to improve system efficiency and water clarity.
- Ensure Reliable Water Circulation – Proper circulation is crucial to maintaining even cooling across the system. The JUMO PINOS L02 calorimetric flow sensor continuously tracks flow rates, detecting blockages or irregularities early to prevent overheating, pump damage, and costly downtime.
- Optimize Control & Data Recording – Keeping a detailed record of water quality and system performance is key for compliance and operational efficiency. Our JUMO AQUIS touch S modular multichannel measuring device provides centralized control, real-time monitoring, and automated data logging, ensuring seamless operation and regulatory adherence.
Valve Automation
We offer an extensive range of advanced valve automation solutions designed to enhance efficiency, reliability, and control across various industries. From shutoff and control valves to motor-operated valves (MOVs), our systems ensure seamless operation, reducing downtime and optimizing performance.
- Precision & Consistency – Our automation solutions provide accurate and responsive valve control, ensuring smooth operation and reducing fluctuations in flow, pressure, and temperature. This level of precision helps prevent leaks, minimize wear and tear, and extend the lifespan of critical equipment.
- Seamless Integration – Designed for easy compatibility with existing infrastructure, our valve automation systems support remote monitoring, predictive maintenance, and real-time adjustments. With intelligent control features, they optimize energy usage, improve process efficiency, and enhance overall system performance.
- Reliable & Safe Operation – Our valve automation technology enhances workplace safety by reducing manual intervention and ensuring fail-safe operation in critical conditions. Built with durable components and intelligent diagnostics, our systems help prevent malfunctions and keep operations running smoothly.
Smart Process Automation for Key Industries
From high-precision manufacturing to large-scale energy operations, HTE delivers tailored factory automation solutions that drive efficiency, reliability, and compliance – allowing your enterprise to drive consistent growth
Oil & Gas
Water Treatment & Wastewater
Power Generation
Food & Beverage
Pharmaceutical & Life Sciences
Chemical & Petrochemical
Manufacturing & Industrial Production
Why Partner with HTE for Process Automation
Tailored Automation Solutions
We recognize that every industry has unique challenges. That’s why we offer customized automation solutions designed to optimize efficiency, enhance precision, and meet your specific operational needs. From small-scale enhancements to full-scale automation, we’re equipped deliver solutions that drive tangible results across diverse industries.
Cutting-Edge Technology & Expertise
HTE partners with leading manufacturers to provide the latest automation technologies, ensuring your systems remain ahead of the curve. Our experts bring deep industry knowledge and years of hands-on experience, helping you implement innovative solutions that deliver measurable productivity gains.
Scalability & Seamless Integration
Scalability & Seamless Integration Our automation solutions are designed for easy integration into your existing infrastructure, minimizing disruptions and maximizing efficiency. Whether you're upgrading a single process or implementing a full automation strategy, our scalable systems grow with your business, adapting to future needs.
Reliable Support & Long-Term Partnership
At HTE, we don’t just provide automation solutions—we’re driven to build long-term partnerships. Our dedicated support team ensures smooth implementation, ongoing maintenance, and rapid troubleshooting to keep your operations running without interruption. With HTE, you’ll get a trusted partner committed to your success.
Client Stories: Results that Speak Volumes
Discover what sets HTE apart by hearing directly from our clients. Their words reflect our commitment to delivering quality, reliability, and exceptional results in every project we undertake.
HTE provided us with top-notch solutions that transformed our operations. Their commitment to excellence and attention to detail made the entire process smooth and efficient. We appreciate their professionalism and will definitely work with them again!
James R Reliable & Results-DrivenHTE stands out for their dedication and expertise. They took the time to understand our challenges and provided tailored solutions that exceeded our expectations. The results speak for themselves. We couldn't be happier!
Linda M A Partner We Can TrustGet In Touch:
Discover How We Can Optimize Your Operations
Muscat – Sultanat of Oman
- Office 501, Al Nawras Commercial Center Al Khuwair.
-
Tel. +968 24472235,
Mob. +968 91780002 - Info@group-hte.com
High Tower Engineering L.L.C (HTE)
Copyright © 2024. By Final Arrow Agency.
Working with HTE has been a game-changer for our business. Their team is highly skilled, responsive, and truly understands our needs. From consultation to project completion, they delivered beyond our expectations. We highly recommend HTE for anyone looking for quality and reliability!
Sarah A Exceptional Service & Expertise